Getting the right weld bead width is essential in TIG welding. If your weld is too wide, it can look messy and weaken the structure. If it’s too narrow, it may lack proper fusion and strength.
For beginners and even intermediate welders, inconsistent bead width is a very common issue — but the good news is that it’s usually caused by simple technique or setup mistakes.
In this guide, we’ll explain why your TIG weld is too wide or too narrow and show you exactly how to fix it.
Contents
🔍 What Does Weld Width Mean in TIG Welding?
Weld width refers to the size of the weld bead across the joint.
- A proper weld bead is consistent, even, and proportional to the material thickness
- A wide weld spreads too far
- A narrow weld is too thin and may not penetrate properly
👉 Control of weld width = control of heat + technique.
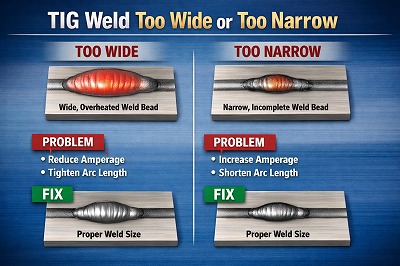
⚠️ Problem 1: TIG Weld Too Wide
🔍 Common Causes
1. Excessive Amperage
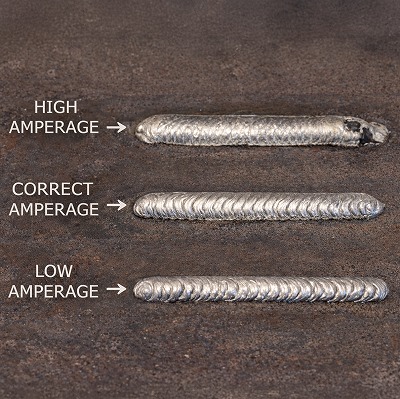
Too much current creates a large weld pool that spreads out.
2. Slow Travel Speed
- Staying too long in one spot
- Allows weld pool to expand
3. Long Arc Length
- Torch too far from the workpiece
- Causes heat to spread
4. Too Much Filler Metal
- Overfeeding filler rod widens bead
5. Poor Torch Control
- Inconsistent hand movement
- Wandering arc
🔧 How to Fix a Wide TIG Weld
✅ Reduce Amperage
- Lower current gradually
- Match to material thickness
✅ Increase Travel Speed
- Move torch faster
- Keep consistent motion
✅ Shorten Arc Length
- Maintain ~2–3mm distance
- Improves focus and control
✅ Control Filler Rod
- Add smaller amounts
- Feed consistently
✅ Improve Torch Stability
- Rest hand if possible
- Practise steady movement
👉 These adjustments will tighten and control your weld bead.
⚠️ Problem 2: TIG Weld Too Narrow
🔍 Common Causes
1. Low Amperage
Not enough heat leads to a small, weak weld pool.
2. Fast Travel Speed
- Moving too quickly
- Prevents proper fusion
3. Very Short Arc Length
- Too close reduces spread
4. Not Enough Filler Metal
- Thin bead with poor reinforcement
5. Poor Joint Preparation
- Tight joints limit weld width
🔧 How to Fix a Narrow TIG Weld
✅ Increase Amperage
- Raise current slightly
- Ensure proper penetration
✅ Slow Down Travel Speed
- Allow weld pool to form
- Maintain consistent pace
✅ Adjust Arc Length
- Keep correct distance (not too tight)
✅ Add More Filler Metal
- Feed steadily
- Match bead size
✅ Improve Joint Fit-Up
- Ensure proper gap if needed
👉 These changes will produce a stronger, fuller weld.
⚖️ Wide vs Narrow TIG Weld – Quick Comparison
| Issue | Too Wide | Too Narrow |
|---|---|---|
| Main Cause | Too much heat | Too little heat |
| Travel Speed | Too slow | Too fast |
| Arc Length | Too long | Too short |
| Strength | Can weaken | Poor fusion |
| Fix | Reduce heat | Increase heat |
🧠 Ideal TIG Weld Width (Rule of Thumb)
- Weld bead width ≈ 2–3x material thickness
- Should be:
- Even
- Consistent
- Smooth ripple pattern
👉 Consistency matters more than exact size.
🛠️ Technique Tips for Perfect Weld Beads
🔹 Maintain Consistent Torch Angle
- Around 10–15°
- Avoid excessive movement
🔹 Keep Steady Travel Speed
- Smooth and controlled
- Avoid stopping mid-weld
🔹 Control Heat Input
- Adjust amperage based on material
- Use foot pedal if available
🔹 Practise Filler Rod Timing
- Dip rhythmically
- Avoid overfeeding
🔹 Focus on Arc Control
- Stable arc = consistent bead
❌ Common Mistakes to Avoid
❌ Chasing bead appearance only
✔ Focus on penetration first
❌ Ignoring amperage settings
✔ Always adjust based on material
❌ Poor hand stability
✔ Use support when possible
❌ Not practising enough
✔ Consistency comes with repetition
🧰 Pro Tips for Welders
- Practise on scrap steel regularly
- Use clean materials (important in damp UK conditions)
- Start with DC TIG for better control
- Use 1.6mm tungsten for thin metal
- Keep your setup simple
🛡️ Safety Tips
- Wear proper PPE (EN379 helmet)
- Ensure good ventilation
- Avoid overheating materials
- Keep workspace dry
❓ FAQs
Why is my TIG weld too wide?
Usually due to high amperage or slow travel speed.
Why is my weld too narrow?
Often caused by low heat or moving too fast.
What is the perfect weld bead width?
About 2–3 times the material thickness.
Can beginners fix this easily?
Yes — small adjustments make a big difference.
Final Thoughts
If your TIG weld is too wide or too narrow, don’t worry — it’s a normal part of learning TIG welding.
👉 Focus on:
- Correct amperage
- Consistent travel speed
- Proper arc length
- Controlled filler rod use
Master these basics, and your welds will quickly become cleaner, stronger, and more professional.



")
Leave a Reply