
Welding thick steel with a stick welder (MMA) is where this process truly shines. Unlike thin metal, thicker steel requires more heat, deeper penetration, and proper technique to achieve strong, durable welds.
Whether you’re working on structural steel, heavy fabrication, or outdoor repairs, this guide will show you how to weld thick steel with stick welding step by step.
Contents
🔧 Why Stick Welding Is Ideal for Thick Steel
Stick welding is particularly effective for thick materials because:
- 🔥 High heat output allows deep penetration
- 🧱 Works well on heavy steel sections
- 🌬️ Ideal for outdoor UK conditions (wind-resistant)
- 🛠️ Handles slightly dirty or rusty surfaces
👉 This makes it a go-to method for construction, fabrication, and repair work.
🧰 What You’ll Need
Recommended equipment:
- Stick welder (140A–200A minimum for thick steel)
- Electrodes (E6013, E7018, or E6010 depending on job)
- Chipping hammer & wire brush
- Welding clamps
- PPE (helmet EN379, gloves, protective clothing)
Best electrodes for thick steel:
- E7018 → Strong, structural welds (recommended)
- E6010 / E6011 → Deep penetration (advanced users)
- E6013 → General purpose
👉 For UK users, E7018 rods are ideal for strength and durability.
⚙️ Step-by-Step: How to Weld Thick Steel
1. Prepare the Joint Properly

Thick steel requires proper joint preparation:
- Bevel edges (typically 30–45° angle)
- Clean off rust, paint, and contaminants
- Leave a small root gap for penetration
👉 This ensures the weld penetrates fully into the joint.
2. Set Higher Amperage
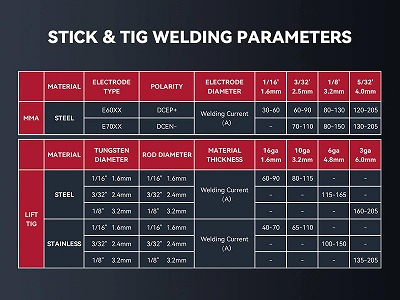
Thicker steel needs more heat:
| Electrode Size | Amperage Range |
|---|---|
| 2.5mm | 80–110A |
| 3.2mm | 100–140A |
| 4.0mm | 140–180A |
👉 If penetration is poor, increase amperage gradually.
3. Strike and Maintain a Stable Arc
- Use the scratch method for reliable arc start
- Maintain a short, consistent arc length
- Watch the weld pool carefully
👉 A stable arc is essential for deep penetration.
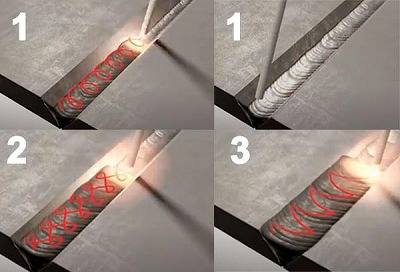
4. Use the Correct Welding Technique

There are two main techniques:
✔ Stringer Beads
- Straight weld line
- Better penetration
- Ideal for root passes
✔ Weaving Technique
- Side-to-side motion
- Fills wider joints
- Used for fill and cap passes
👉 Beginners should start with stringer beads.
5. Weld in Multiple Passes
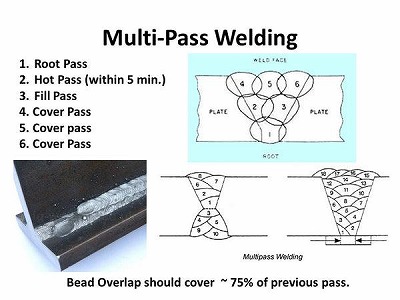
For thick steel:
- Root pass (first layer)
- Fill passes
- Cap pass (final layer)
👉 Never try to weld thick steel in a single pass.
6. Clean Slag Between Passes

- Remove slag after each pass
- Use chipping hammer + wire brush
👉 Skipping this step weakens the weld.
❌ Common Mistakes (And Fixes)
❌ Lack of penetration
✔ Increase amperage
✔ Improve joint preparation
❌ Slag inclusions
✔ Clean thoroughly between passes
✔ Maintain correct angle
❌ Cracking welds
✔ Use correct electrodes (E7018)
✔ Avoid rapid cooling
❌ Uneven weld bead
✔ Maintain consistent speed and arc length
🧠 Pro Tips for Better Results
- Preheat very thick steel (especially in cold UK environments)
- Keep electrodes dry (important for E7018 rods)
- Use multiple passes instead of rushing
- Practise on scrap steel first
🛡️ Safety Tips (UK Standards)
- Use EN379-approved welding helmet
- Wear full PPE (gloves, boots, flame-resistant clothing)
- Ensure proper ventilation
- Be cautious of high heat and sparks
❓ FAQs
What thickness is considered “thick steel”?
Generally 6mm and above is considered thick for welding.
Can a 140A welder handle thick steel?
Yes, but with limitations. For heavy-duty work, a 180–200A welder is recommended.
Which electrode is best for thick steel?
E7018 is the best choice for strong, structural welds.
🏁 Final Thoughts
Stick welding is one of the best methods for welding thick steel, offering deep penetration, strong welds, and excellent versatility for UK users.
By preparing the joint properly, using the right amperage, and welding in multiple passes, you can achieve professional-quality results even as a beginner.


")
")
Leave a Reply