Struggling with slag (dross) after plasma cutting? This is a common issue that affects cut quality and requires extra cleanup. The good news is that with the right techniques and setup, you can remove slag quickly—and even prevent it altogether.
In this guide, you’ll learn:
- Why slag forms
- The best ways to remove it
- How to prevent it in future cuts
Contents
⚠️ What Does Plasma Cutter Slag Look Like?
Slag (also called dross) is molten metal that solidifies on the cut edge, usually on the bottom side of the material.
Common types:
- Low-speed dross → thick, sticky slag
- High-speed dross → thin, easy-to-remove slag
👉 Understanding the type of slag helps you fix the root cause.
Common Causes of Slag & How to Fix Them
🔹 1. Incorrect Cutting Speed
❌ Problem:
- Too slow → heavy slag buildup
- Too fast → incomplete cut + light slag
🔍 Symptoms:
- Thick, hard slag (too slow)
- Thin, flaky slag (too fast)
✅ Fix:
- Adjust speed gradually
- Watch sparks:
- Straight down = correct speed
👉 Pro Tip: Speed is the #1 factor affecting slag formation.
🔹 2. Low or Incorrect Air Pressure
❌ Problem:
- Weak airflow cannot blow molten metal away
🔍 Symptoms:
- Slag sticks to bottom edge
- Rough cut finish
✅ Fix:
- Set pressure to 60–90 PSI (under load)
- Ensure compressor provides enough CFM
👉 Pro Tip: Air removes molten metal—without it, slag forms instantly.
🔹 3. Worn or Damaged Consumables
❌ Problem:
- Nozzle loses shape
- Arc becomes unfocused
🔍 Symptoms:
- Excessive slag
- Wide or uneven cuts
✅ Fix:
- Replace:
- Nozzle
- Electrode
- Use quality consumables
👉 Pro Tip: Worn consumables = poor arc control.
🔹 4. Incorrect Torch Height
❌ Problem:
- Too far → weak arc
- Too close → turbulence
🔍 Symptoms:
- Slag buildup
- Poor edge quality
✅ Fix:
- Maintain 2–4 mm standoff distance
- Keep height consistent
👉 Pro Tip: Torch height directly affects slag removal efficiency.
🔹 5. Incorrect Amperage Settings
❌ Problem:
- Low amps → poor penetration
- High amps → excessive melting
🔍 Symptoms:
- Slag sticking to edges
- Rough cut
✅ Fix:
- Match amperage to material thickness
👉 Pro Tip: Correct amps = clean cut with minimal slag.
🔹 6. Moisture in Air Supply
❌ Problem:
- Water disrupts plasma arc
- Reduces cutting efficiency
🔍 Symptoms:
- Irregular cuts
- Increased slag
✅ Fix:
- Install air dryer
- Drain compressor regularly
👉 Pro Tip: Moisture is a hidden cause of slag problems.
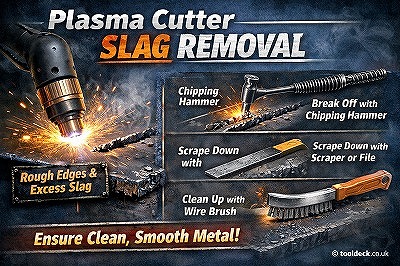
🧰 Best Ways to Remove Plasma Cutter Slag
🔹 1. Chipping Hammer
- Best for thick slag
- Quick and effective
- Common in workshops
🔹 2. Wire Brush (Manual or Drill)
- Good for light slag
- Improves surface finish
🔹 3. Angle Grinder
- Best for heavy slag or rough cuts
- Produces smooth finish
🔹 4. Scraper Tool
- Ideal for medium slag
- Precise and controlled
👉 Pro Tip: Choose removal method based on slag thickness.
How to Prevent Slag in Plasma Cutting
To minimise slag:
- Use correct cutting speed
- Maintain proper air pressure
- Replace consumables regularly
- Keep air clean and dry
- Maintain correct torch height
- Use correct amperage
👉 Prevention saves more time than cleanup.
❌ Common Mistakes to Avoid
❌ Cutting too slowly
✔ Increase speed
❌ Ignoring worn consumables
✔ Replace regularly
❌ Poor air setup
✔ Maintain airflow
❓ FAQs
What causes slag in plasma cutting?
Usually incorrect speed, air pressure, or worn consumables.
How do I remove slag quickly?
Use a chipping hammer or grinder.
Can slag be prevented completely?
Not always, but it can be minimised.
Is slag dangerous?
It can be sharp—handle carefully.
🏁 Final Thoughts
Plasma cutter slag removal is easy when you understand the cause. By adjusting your settings and using the right tools, you can achieve cleaner cuts with minimal cleanup.




Leave a Reply