Welding thin metal with a stick welder (MMA) is one of the most challenging tasks for beginners. Unlike thicker steel, thin metal can easily warp, burn through, or distort if you use the wrong settings or technique.
The good news? With the right approach, you can successfully weld thin metal using a stick welder — even as a beginner.
Contents
🔧 Why Welding Thin Metal Is Difficult
Thin metal (typically under 3mm) reacts quickly to heat. This creates several problems:
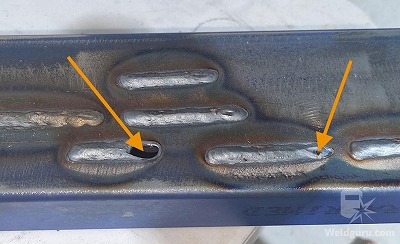
- 🔥 Burn-through (holes in the metal)
- 🌊 Warping (metal bending due to heat)
- 💥 Lack of control over the weld pool
👉 Stick welding produces high heat, so controlling it is the key to success.
🧰 What You’ll Need
Before you begin, make sure you’re using the right setup:
Recommended equipment:
- Stick welder (inverter MMA welder)
- Small diameter electrodes (very important)
- Welding helmet (auto-darkening, UK standard EN379)
- Clamps and clean work surface
Best electrodes for thin metal:
- E6013 (1.6mm – 2.0mm) → Best for beginners
- Avoid large rods (3.2mm+) — too much heat
⚙️ Step-by-Step: How to Weld Thin Metal with Stick Welder
1. Use the Lowest Possible Amperage

Start with a low current to prevent overheating.
Guidelines:
- 1.6mm rod → 30–50A
- 2.0mm rod → 40–70A
👉 Always start low and increase gradually if needed.
2. Prepare the Metal Properly

- Clean off paint, rust, and oil
- Clamp pieces tightly to prevent movement
- Use a backing plate (copper if possible)
👉 A copper backing plate helps absorb heat and prevent burn-through.
3. Strike the Arc Carefully
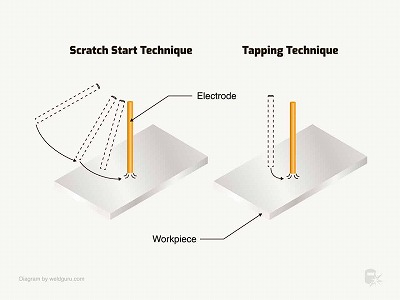
- Use the scratch method
- Strike gently — avoid aggressive contact
- Maintain a very short arc
👉 A long arc will instantly overheat thin metal.
4. Use Short Welds (Tack Welding Technique)
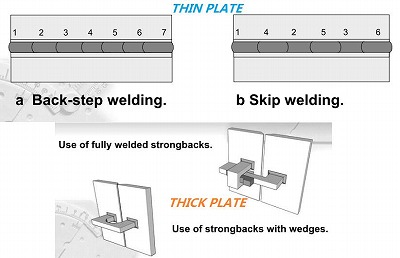
Instead of a continuous weld:
- Weld in short bursts (1–2 seconds)
- Stop and let it cool
- Move to another section
👉 This is called stitch welding or tack welding.
5. Control Your Travel Speed
- Move quickly to avoid overheating
- Do not stay in one spot too long
- Keep a steady, light hand
👉 Think: fast and controlled, not slow and heavy.
6. Maintain a Tight Arc Length
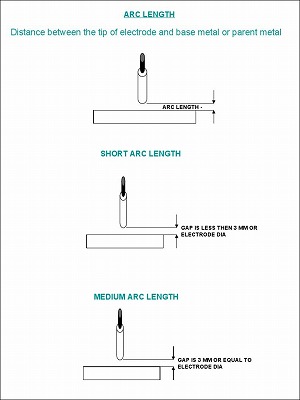
- Keep the electrode very close (1–2mm)
- Too far → excess heat and spatter
- Too close → sticking
👉 A tight arc is critical for thin metal.
❌ Common Mistakes (And How to Fix Them)
❌ Burn-through (holes in metal)
✔ Lower amperage + use smaller electrode
✔ Weld in short bursts
❌ Warping and distortion
✔ Allow cooling time between welds
✔ Use clamps or backing plate
❌ Electrode sticking
✔ Slightly increase amperage
✔ Improve arc striking technique
❌ Messy weld bead
✔ Maintain steady speed
✔ Practise on scrap metal
🧠 Pro Tips for Better Results
- Use 1.6mm electrodes whenever possible
- Practise on scrap sheet metal first
- Weld in a cooler environment (avoid overheating)
- Use a copper backing bar for best results
- Don’t rush — patience is key
🛡️ Safety Tips (UK Users)
- Wear proper PPE (helmet, gloves, flame-resistant clothing)
- Ensure good ventilation (especially indoors)
- Avoid welding galvanised steel without protection
- Follow UK safety standards
❓ FAQs
Can you stick weld thin metal successfully?
Yes — but it requires low amperage, small electrodes, and careful technique.
What is the thinnest metal you can weld with stick welding?
Around 1.5–2mm, but it becomes very difficult below that.
Is MIG better for thin metal?
Yes — MIG welding is generally easier for thin materials, but stick welding can still work with practice.
🏁 Final Thoughts
Welding thin metal with a stick welder is challenging, but not impossible. By using low amperage, small electrodes, and short weld techniques, you can achieve clean, strong welds without damaging the material.
For beginners in the UK, mastering this skill will significantly improve your welding versatility and confidence.

")


Leave a Reply