If you’ve ever pulled the trigger on your MIG welder expecting that smooth “frying bacon” sound but instead got popping, jerking, and inconsistent arcs—you’ve experienced MIG welder spluttering. It’s one of the most frustrating issues for both beginners and experienced welders, and it can completely ruin your weld quality if left unchecked.
Contents
What Does MIG Welder Spluttering Mean?
Spluttering happens when the arc becomes unstable, often due to irregular wire feeding, poor shielding gas coverage, or incorrect machine settings. Instead of a steady arc, the weld behaves erratically—stopping and starting, spitting metal, or producing excessive spatter. According to recent welding guides, spluttering is usually caused by inconsistent wire feed speed, poor gas flow, or dirty components (Weld Minds).
Common Symptoms of Spluttering
You’ll know your MIG welder is spluttering when you notice uneven weld beads, excessive spatter, or a jerky wire feed. The sound is also a giveaway—it won’t be smooth and consistent, but rather sharp, popping, and irregular. Sometimes, the wire may even burn back into the contact tip, causing interruptions in the arc.
Why It Matters for Weld Quality
Spluttering isn’t just annoying—it directly affects the strength and appearance of your weld. Weak penetration, porosity, and poor fusion can all result from an unstable arc. If you’re working on structural or load-bearing projects, this becomes a serious safety issue.
Main Causes of MIG Welder Spluttering
Understanding the root cause is half the battle. MIG welding is all about balance—if one setting or component is off, everything else suffers.
Incorrect Wire Feed Speed
Wire feed speed is one of the biggest culprits behind spluttering. If it’s not set correctly, your arc simply won’t stabilise.
Too Fast vs Too Slow Wire Feed
- Too slow: The wire burns back into the tip, causing the arc to break repeatedly
- Too fast: The wire pushes into the weld pool, creating spatter and instability
Experts often compare the ideal sound to frying bacon—anything else usually signals a problem. If your settings are off, the arc will pulse or stutter instead of flowing smoothly (Welding Troop).
Poor Gas Flow or Gas Issues
Shielding gas protects your weld from contamination. Without proper gas coverage, oxygen enters the weld pool and causes splattering.
Gas Leaks and Wrong Gas Type
Even small leaks in your gas hose can cause major issues. Flow rate also matters—a typical range is 15–25 CFH (7–12 L/min) for most MIG welding tasks (Emin Academy). Too little gas leads to contamination, while too much creates turbulence that pulls air into the weld.
Dirty or Contaminated Materials
Welding over rust, oil, or paint is like trying to cook on a dirty pan—it just doesn’t work properly. Contaminants disrupt the arc and create inconsistent welds.
Clean metal is essential for stable welding. Even a thin layer of oil can cause sputtering and poor penetration.
Faulty Contact Tip or Liner
Your contact tip and liner are critical for smooth wire feeding. If they’re worn, clogged, or mismatched, the wire won’t feed consistently.
A worn tip can disrupt electrical conductivity, while a dirty liner can cause the wire to snag. Both lead to erratic arcs and spluttering (YesWelder).
Bad Ground Connection
This is often overlooked but incredibly important. A poor ground connection creates resistance, which leads to an unstable arc.
If your welder isn’t properly grounded, you’ll experience inconsistent current flow—resulting in popping and spluttering.
Step-by-Step Fix for MIG Welder Spluttering
Now let’s get practical. Here’s how you fix the issue step by step.
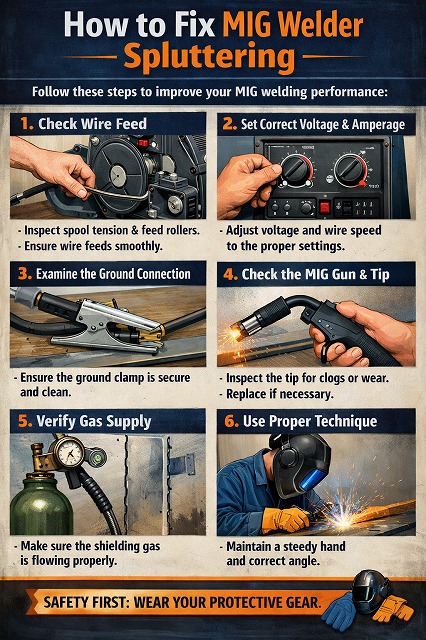
Step 1: Check Wire Feed System
Start with the basics—your wire feed system. Inspect the spool, rollers, and tension settings. Make sure the wire isn’t tangled or kinked, and ensure the drive rolls are applying the correct pressure.
Too much tension can crush the wire, while too little causes slipping. You want a smooth, consistent feed with no jerking.
Step 2: Adjust Voltage and Settings
Voltage and wire feed speed must work together. If one is too high or too low, the arc becomes unstable.
Use your welder’s chart as a starting point, then fine-tune based on your material thickness. Small adjustments can make a huge difference.
Step 3: Inspect Gas Flow
Check your gas regulator and hoses for leaks. Ensure your flow rate is within the recommended range.
Also, verify you’re using the correct gas type. For example:
- Mild steel → Argon/CO₂ mix
- Aluminium → Pure argon
Step 4: Clean Your Materials
Before welding, clean your metal thoroughly. Remove rust, paint, and grease using a wire brush or grinder.
This simple step can dramatically improve arc stability.
Step 5: Replace Worn Parts
If your contact tip, liner, or nozzle is worn out, replace it. These parts are inexpensive but crucial for performance.
Regular maintenance prevents many spluttering issues before they even start.
Ideal Settings to Prevent Spluttering
Getting your settings right is key to avoiding problems altogether.
Recommended Wire Feed Speed
For mild steel around 3 mm thick, a typical range is:
- 200–350 inches per minute
This may vary depending on your machine and wire diameter.
Correct Voltage Range
Voltage controls arc length. Too high creates spatter, while too low causes stuttering.
Always match voltage with wire feed speed for optimal results.
Proper Gas Flow Rate
| Application | Gas Flow Rate |
|---|---|
| Light welding | 15 CFH |
| متوسط work | 20 CFH |
| Heavy welding | 25 CFH |
Staying within this range ensures proper shielding.
Pro Tips to Get Smooth MIG Welds
Technique Improvements
Your technique matters just as much as your settings. Keep a consistent travel speed and maintain the correct stick-out distance (usually around 10–15 mm).
Moving too fast or too slow can destabilise the arc.
Maintenance Routine
Think of your welder like a car—it needs regular maintenance. Clean the nozzle, check the liner, and inspect the wire feed system regularly.
A well-maintained machine performs better and lasts longer.
Common Mistakes Beginners Make
Many beginners assume the problem is complicated, but it’s usually something simple. Common mistakes include:
- Ignoring gas flow settings
- Using dirty materials
- Not replacing worn consumables
- Incorrect wire size or type
Avoiding these mistakes will instantly improve your welding results.
Troubleshooting Checklist (Quick Fix Guide)
If your MIG welder is spluttering, run through this quick checklist:
- Check wire feed speed
- Inspect gas flow and leaks
- Clean the metal surface
- Replace contact tip
- Verify ground connection
- Adjust voltage settings
Most issues can be fixed in minutes once you know what to look for.
FAQs
1. Why does my MIG welder keep popping and spluttering?
This usually happens بسبب incorrect wire feed speed, poor gas flow, or dirty materials. Check these first.
2. What should a good MIG weld sound like?
A steady “frying bacon” sound. Anything else indicates an issue.
3. Can low gas cause spluttering?
Yes. Low shielding gas allows air into the weld pool, causing instability and spatter.
4. How often should I replace the contact tip?
It depends on usage, but generally after noticeable wear or poor performance.
5. Is spluttering dangerous?
It can be, especially if it leads to weak welds in structural projects.
Conclusion
Fixing MIG welder spluttering isn’t as complicated as it seems. In most cases, it comes down to a handful of common issues—wire feed speed, gas flow, dirty materials, or worn components. Once you understand how these factors interact, troubleshooting becomes quick and straightforward.
The key is consistency. A stable arc depends on balanced settings, clean materials, and proper maintenance. Get those right, and your welds will transform from messy and inconsistent to smooth and professional-looking.

: Causes, Solutions & Pro Tips")


Leave a Reply