One of the most frustrating issues in TIG welding is when your weld looks fine on the surface but lacks proper penetration. This can lead to weak joints, failed welds, and safety risks — especially in structural or load-bearing applications.
If your TIG weld is not penetrating properly, don’t worry — this is a very common issue, especially for beginners. The good news is that it’s usually caused by simple setup or technique mistakes.
In this complete UK guide, we’ll explain:
- What poor penetration looks like
- The main causes
- Step-by-step fixes
- How to ensure strong welds every time
Contents
🔍 What Is Weld Penetration?

Weld penetration refers to how deeply the weld fuses into the base metal.
- Good penetration → strong, durable weld
- Poor penetration → weak joint, prone to failure
👉 A weld that only sits on the surface is not structurally sound.
⚠️ Signs Your TIG Weld Is Not Penetrating
- Weld sits on top of the metal
- No visible heat effect on the backside
- Weak joint strength
- Weld bead looks “cold” or dull
- Joint fails under stress
👉 If you see these signs, penetration is insufficient.
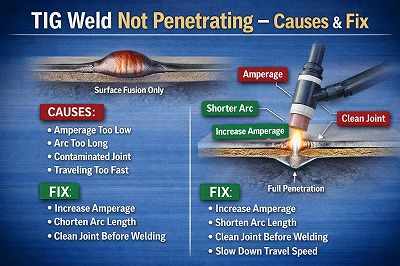
🔥 Main Causes of Poor TIG Weld Penetration
1. Amperage Too Low (Most Common Cause)
🔍 Cause:
Not enough current means insufficient heat to melt the base metal.
🔧 Fix:
- Increase amperage gradually
- Match current to material thickness
- Use foot pedal (if available) for control
👉 More heat = deeper penetration (within limits).
2. Travel Speed Too Fast
🔍 Cause:
Moving too quickly prevents the weld pool from forming properly.
🔧 Fix:
- Slow down your travel speed
- Allow weld pool to fully develop
- Maintain consistent movement
👉 If you rush, the weld won’t fuse properly.
3. Incorrect Joint Preparation
🔍 Cause:
Tight joints or poor fit-up block penetration.
🔧 Fix:
- Leave a small gap between pieces
- Use bevel edges for thicker metal
- Ensure proper alignment
👉 Good prep = better penetration.
4. Incorrect Torch Angle
🔍 Cause:
Wrong torch angle reduces heat concentration.
🔧 Fix:
- Maintain 10–15° torch angle
- Point arc into the joint
- Avoid excessive tilt
👉 Angle affects heat direction.
5. Long Arc Length

🔍 Cause:
A long arc spreads heat instead of focusing it.
🔧 Fix:
- Keep arc length around 2–3mm
- Maintain consistent distance
👉 Short arc = focused heat = deeper penetration.
6. Too Much Filler Metal
🔍 Cause:
Excess filler cools the weld pool and blocks penetration.
🔧 Fix:
- Use minimal filler
- Add filler only when needed
- Focus on base metal fusion first
👉 Fusion comes before filler.
7. Dirty or Contaminated Metal

🔍 Cause:
Contaminants prevent proper fusion.
🔧 Fix:
- Clean metal thoroughly
- Remove rust, paint, oil
- Use acetone if needed
👉 Clean metal is essential.
8. Wrong Tungsten Setup
🔍 Cause:
Incorrect tungsten size or shape reduces arc efficiency.
🔧 Fix:
- Use correct tungsten size (1.6–2.4mm)
- Grind to sharp point (DC TIG)
- Replace contaminated tungsten
🛠️ Step-by-Step Fix for Poor Penetration
Step 1: Increase Amperage
Adjust until weld pool forms properly.
Step 2: Slow Down
Give time for fusion.
Step 3: Shorten Arc Length
Keep arc tight and controlled.
Step 4: Improve Joint Prep
Add gap or bevel if needed.
Step 5: Reduce Filler
Focus on base metal fusion first.
👉 These steps solve most penetration issues.
⚖️ Good vs Poor Penetration
| Feature | Good Penetration | Poor Penetration |
|---|---|---|
| Strength | High | Weak |
| Weld Pool | Deep | Shallow |
| Backside | Visible heat | No effect |
| Appearance | Consistent | Surface-level |
🧠 Pro Tips for Better Penetration
- Practise on scrap metal
- Watch weld pool, not arc
- Use correct amperage for thickness
- Maintain steady hand movement
- Use proper joint design
❌ Common Mistakes to Avoid
❌ Too afraid to increase heat
✔ More heat is often needed
❌ Moving too fast
✔ Slow down for proper fusion
❌ Ignoring joint prep
✔ Prep is critical
❌ Overusing filler rod
✔ Focus on penetration first
🧰 Recommended Settings (General Guide)
| Material Thickness | Amperage |
|---|---|
| 1–2mm | 40–80A |
| 3–5mm | 80–140A |
| 6mm+ | 140A+ |
👉 Adjust based on real conditions.
🛡️ Safety Tips
- Avoid overheating metal
- Wear proper PPE
- Ensure good ventilation
- Keep equipment in good condition
❓ FAQs
Why does my weld sit on top of the metal?
Because penetration is too low — usually due to low heat.
How do I increase penetration in TIG welding?
Increase amperage, slow down, and shorten arc length.
Can filler rod affect penetration?
Yes — too much filler reduces penetration.
Is poor penetration dangerous?
Yes — it creates weak joints that can fail.
Final Thoughts
If your TIG weld is not penetrating, the issue is almost always related to heat, speed, or technique.
👉 Focus on:
- Correct amperage
- Proper travel speed
- Good joint preparation
- Clean materials
Master these fundamentals, and your welds will become stronger, cleaner, and more reliable.




Leave a Reply